 客服热线:
客服热线:



















| 品牌DR.KAISER | 有效期至长期有效 | 最后更新2024-10-31 11:12 |
| 浏览次数8 |
DR.KAISER 电镀驱动砂轮 电镀结合特点优势
DR.KAISER 电镀驱动砂轮 电镀结合特点优势
高性能-无须修整
带镍基粘合剂的电镀砂轮可以在磨削工件上获 得高切削率和高精度的轮廓。 根据砂轮初始设计,电镀技术,及单层磨粒结 构的后处理,很多不同的砂轮可以使用这种粘 合剂系统生产。在砂轮的有效寿命内没有必要 做修整。这样可以避免停工期和减少修整装置 的需求。磨损的砂轮在连续的重镀周期中镀上 新的CBN和金刚石粒。轮体可以反复几次使用。 同样,工具对大量生产来说是一款理想的选 择。 使用这些砂轮的前提条件是:磨床高刚性,砂 轮夹紧或同心度好,对于CBN应用来说,高的切 割速度。
生产过程
工具质量从轮坯的生产开始。这要求绝对精 确地达到所要求的运行速度。轮坯表面做淬火 处理使得多次重镀而无任何质量损失成为可 能。磨粒材料通过镍电镀方法以几何方法修正 磨粒层的厚度,作用在轮坯无遮蔽区域。 镍的作用就是把高硬度和高韧性的磨粒粘结 到轮坯上,这点没有其他粘合剂可以达到。砂 轮可用于无任何后处理的粗加工。
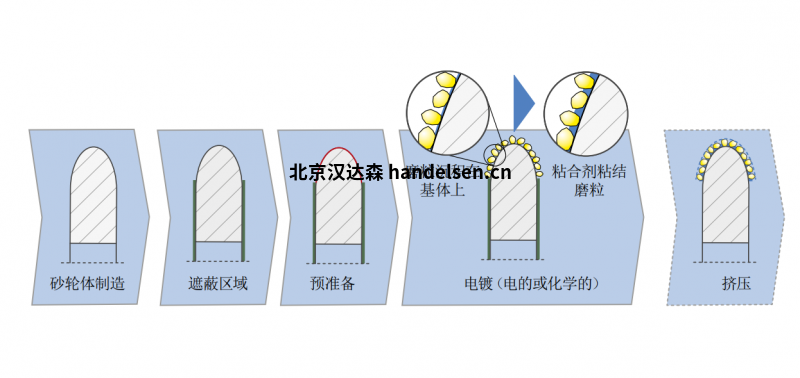
粘合剂起决定作用
精密电镀砂轮由CBN或金刚石组成的单磨粒层负责加工行 为。因此这层磨粒必须以高强度且延展的粘合剂固定在 轮坯上。除了以电解方式沉淀镍粘合剂外,也使用以化学 方法产生的粘合剂。以化学沉积法做基础的镍粘接其优 势就是,沉积层厚度是均匀的并且在工具的转角区域没有 镍涂覆的积瘤。 为了满足由加工所引起的特殊需要,特殊处理过程也可以 改变粘合剂的保持力。
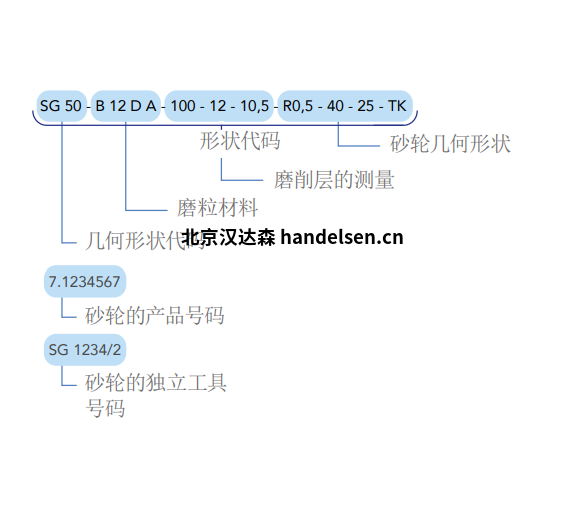
形状代码 -砂轮 形状(举例)
粘合剂起决定作用 D R .K A I S E R已经设置了标准,对修整工具引入了形 状代码系统。对于电镀砂轮也有同样的命名系统。 砂轮形状确定了粒度层,层表面和主要的砂轮几何 数 据。这是一种简单的方法 去描述所有零件和避 免任何混淆。另外,砂轮指定了8位数字配件号码 (产品号码)来确定工具系统。系列号是每一片砂轮的唯 一身份号码。也是帮助追索重镀操作和维修的依据。
粘合剂特性
基体 电镀镍结合物由于其大磨粒间保持力产生较 大的磨削刃。CBN或金刚石磨料对于大切削和 高切削速率来说是优选方案。可用于粗和精加 工。电镀砂轮无需修整可获得高效率。 不同镍粘合剂的发展允许改变硬度和刚性特 性以优化对于某一特别加工用途的砂轮。 钢是砂轮基体常选的材质。为了可以多镀几 次,砂轮基体采用淬火工艺。铜或硬质合金基 体同样可以选用。
可选的运输方式
砂轮最后的精度是要通过砂轮的组装来完成 的。电镀砂轮通常必须让砂轮安装在磨床上调 整对中性以达到所要求的径向和轴向跳动量。 精密加工的参考面在微米表的帮助下完成对 中。砂轮为了安全运输采用木箱运输。这种运 输包装保护新砂轮,也用于返回需要重镀的已 经磨损的砂轮。
高性能-无须修整
带镍基粘合剂的电镀砂轮可以在磨削工件上获 得高切削率和高精度的轮廓。 根据砂轮初始设计,电镀技术,及单层磨粒结 构的后处理,很多不同的砂轮可以使用这种粘 合剂系统生产。在砂轮的有效寿命内没有必要 做修整。这样可以避免停工期和减少修整装置 的需求。磨损的砂轮在连续的重镀周期中镀上 新的CBN和金刚石粒。轮体可以反复几次使用。 同样,工具对大量生产来说是一款理想的选 择。 使用这些砂轮的前提条件是:磨床高刚性,砂 轮夹紧或同心度好,对于CBN应用来说,高的切 割速度。
生产过程
| 张曼丽 QQ:3541447690 手机:18500768072 电话:010-64714988-195 传真:010-84786709-667 邮件:sales95@handelsen.cn |
 |
 |
粘合剂起决定作用
精密电镀砂轮由CBN或金刚石组成的单磨粒层负责加工行 为。因此这层磨粒必须以高强度且延展的粘合剂固定在 轮坯上。除了以电解方式沉淀镍粘合剂外,也使用以化学 方法产生的粘合剂。以化学沉积法做基础的镍粘接其优 势就是,沉积层厚度是均匀的并且在工具的转角区域没有 镍涂覆的积瘤。 为了满足由加工所引起的特殊需要,特殊处理过程也可以 改变粘合剂的保持力。
形状代码 -砂轮 形状(举例)
粘合剂起决定作用 D R .K A I S E R已经设置了标准,对修整工具引入了形 状代码系统。对于电镀砂轮也有同样的命名系统。 砂轮形状确定了粒度层,层表面和主要的砂轮几何 数 据。这是一种简单的方法 去描述所有零件和避 免任何混淆。另外,砂轮指定了8位数字配件号码 (产品号码)来确定工具系统。系列号是每一片砂轮的唯 一身份号码。也是帮助追索重镀操作和维修的依据。
粘合剂特性
基体 电镀镍结合物由于其大磨粒间保持力产生较 大的磨削刃。CBN或金刚石磨料对于大切削和 高切削速率来说是优选方案。可用于粗和精加 工。电镀砂轮无需修整可获得高效率。 不同镍粘合剂的发展允许改变硬度和刚性特 性以优化对于某一特别加工用途的砂轮。 钢是砂轮基体常选的材质。为了可以多镀几 次,砂轮基体采用淬火工艺。铜或硬质合金基 体同样可以选用。
可选的运输方式
砂轮最后的精度是要通过砂轮的组装来完成 的。电镀砂轮通常必须让砂轮安装在磨床上调 整对中性以达到所要求的径向和轴向跳动量。 精密加工的参考面在微米表的帮助下完成对 中。砂轮为了安全运输采用木箱运输。这种运 输包装保护新砂轮,也用于返回需要重镀的已 经磨损的砂轮。









